


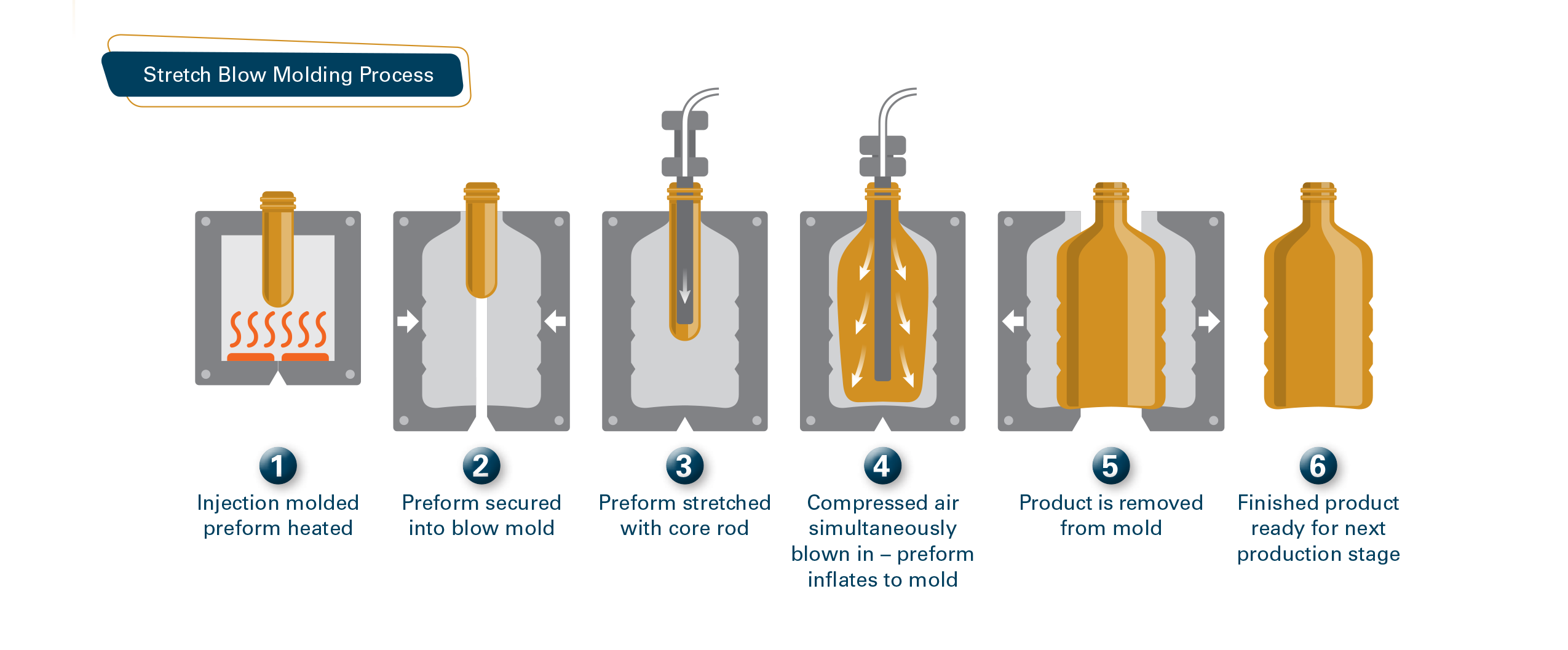
The SBM process is ideal for high speed, efficient production of clear containers with precise neck finishes. Accordingly, the majority of consumer clear bottles are produced this way, including those used to contain carbonated soft drinks, water, sports drinks, juices, specialty beverages, ready-to-drink teas, dressings, sauces, and food oils.
As with any consumer product container, leak testing is imperative to ensuring consistent integrity. ALPS Inspection offers leak testing equipment appropriate for containers produced by the SBM process. ALPS testers can be integrated into your existing production line to maintain or increase efficiency and confirm quality in every container you produce.
 ALPS offers several NexGen Rotary leak testers for PET bottles produced at high speeds, developed based on experience running thousands of different container types. Many of the available features were designed specifically for PET with many of the applications for hot fill and custom bottle applications. Like all ALPS leak inspection equipment, the NexGen family of leak testers deliver fast and accurate results.
ALPS offers several NexGen Rotary leak testers for PET bottles produced at high speeds, developed based on experience running thousands of different container types. Many of the available features were designed specifically for PET with many of the applications for hot fill and custom bottle applications. Like all ALPS leak inspection equipment, the NexGen family of leak testers deliver fast and accurate results.
ALPS NexGen Rotary testers provide several benefits, including:
 The Speed-Glider family of leak testers is appropriate for higher speed or higher sensitivity applications where single-station machines are not fast or sensitive enough. The Speed-Glider uses a timing screw to space the bottles for leak testing and to provide positive bottle handling. Moving test heads require fewer test stations to achieve higher speeds and greater test times, resulting in a more accurate leak test. The machine incorporates a single servo-driven slide to match the slide speed to the timing screw. Speed-Glider testers are available in configurations including 2, 3, 4, 5, 6, 7 and 8 stations for speeds from 30 up to 500 BPM. The conveyor underneath the leak tester is typically synchronized to the machine, by means of a 4-20 mA signal, to match the conveyor speed to the slide speed and ensure the most efficient performance.
The Speed-Glider family of leak testers is appropriate for higher speed or higher sensitivity applications where single-station machines are not fast or sensitive enough. The Speed-Glider uses a timing screw to space the bottles for leak testing and to provide positive bottle handling. Moving test heads require fewer test stations to achieve higher speeds and greater test times, resulting in a more accurate leak test. The machine incorporates a single servo-driven slide to match the slide speed to the timing screw. Speed-Glider testers are available in configurations including 2, 3, 4, 5, 6, 7 and 8 stations for speeds from 30 up to 500 BPM. The conveyor underneath the leak tester is typically synchronized to the machine, by means of a 4-20 mA signal, to match the conveyor speed to the slide speed and ensure the most efficient performance.
 The ALPS FlexPitch® leak tester is a multi-moving head, high speed leak tester that detects defects in wide range of bottle types. The tester mounts over an existing conveyor, so no line modifications or bottle transfers are required. The innovative design of the FlexPitch tester maximizes flexibility, as test heads can be preset to the required pitch, enabling one-touch changeover between containers of varying diameters and making it particularly suitable for unusual container shapes. The machine is available in 2, 3 or 4 moving heads that offer 100 % leak testing and top seal surface defect detection at speeds up to 250 BPM.
The ALPS FlexPitch® leak tester is a multi-moving head, high speed leak tester that detects defects in wide range of bottle types. The tester mounts over an existing conveyor, so no line modifications or bottle transfers are required. The innovative design of the FlexPitch tester maximizes flexibility, as test heads can be preset to the required pitch, enabling one-touch changeover between containers of varying diameters and making it particularly suitable for unusual container shapes. The machine is available in 2, 3 or 4 moving heads that offer 100 % leak testing and top seal surface defect detection at speeds up to 250 BPM.
In our drive for continuous improvement in package integrity, ALPS has developed capabilities that augment industry standard inspection practices, including a patented turntable vacuum system, topload deflection detection and laser height inspection options, as well as an integrated coding ad line integration options.
Turntable Vacuum System (U.S. Patent #7,559,232). The patented ALPS Turntable Vacuum System was designed to detect smaller pinholes in the gate of PET bottles. The standard ALPS leak test uses the pressure decay method, which detects a pressure drop from the inside of the container as air moves out through a hole. The bottom of the bottle must seal against the turntable to achieve the full effect. With the Turntable Vacuum System, a high vacuum is applied underneath each leak test station through a hole in the turntable. If there is a pinhole in the bottle, the vacuum draws air through the pinhole at a high rate, creating a greater pressure drop inside the bottle and allowing for the detection of significantly smaller holes during the duration of the leak test.
The topload deflection detection option is a go/no-go inspection that uses an additional sensor on each probe cylinder. The sensor is adjusted to activate at a specific height when the test probe is sealed onto the bottle. If the container partially collapses as a result of the probe force, the switch turns off and the bottle is rejected. This method detects bottles that are grossly short or deformed due to a lack of topload capacity.
The laser height inspection option was designed as a result of customer demand for a method for monitoring container heights directly after bottles are blow molded. A through-beam laser array is mounted over an infeed or exit starwheel. As the container passed through the sensor, an “average height” is taken of readings from the top of the bottle. A small amount of vacuum is typically applied underneath the inspection zone, to assist in stabilizing the containers.
ALPS has also developed a method for integrating laser coding of PET containers onto the inspection turntable. This takes advantage of the fact that containers’ positioning is highly controlled for leak testing. The coder is positioned on the infeed side of the testing machine approximately 90 degrees from the bottle entry point. Interface signals are provided to track containers, trigger the coder, and ensure that the coder is working.
In keeping with ALPS desire to help you maintain or increase your efficiency while ensuring the integrity of each container produced, ALPS leak testers are designed to integrate with a variety of production line types, including high-speed photo-eye, tabletop conveyor, and air conveyor designs. For high speed PET lines, ALPS leak testers are equipped with three upstream sensors to regulate the speed and keep the infeed timing screw full of containers for the most efficient handling. Testers are designed for easy installation onto an existing continuous tabletop conveyor. If the production line utilizes air conveyor, which is common for high speed PET, a tabletop conveyor section is required for the leak tester. In this case, bottles are fed directly from the air conveyor into the ALPS timing screw infeed. On the exit side of the tabletop conveyor, bottles are then transferred back onto the air conveyor.
There are a wide range of defect types that can be found in PET container production. Even the smallest defect can produce negative outcomes, including poor or inconsistent product quality and brand reputation. ALPS leak testing equipment is engineered to identify the following types of defects:
No matter the type of container you produce, leak testing helps protect you and your customers from defects that can result in damaged products and damage to your brands; it also protects your financial investment by preventing waste and protecting inventory. ALPS equipment is designed to make leak testing easy and automatic, by integrating seamlessly into your Stretch Blow Molding production line and providing options to meet any number of specifications across container shape and size, testing methodology, and line speed.
ALPS understands the SBM process and will work with you to understand your individual inspection needs. With several machine types to choose from and a range of targeted testing and handling options to meet the leak testing needs of almost any line or container type, ALPS has the right leak tester for you.