


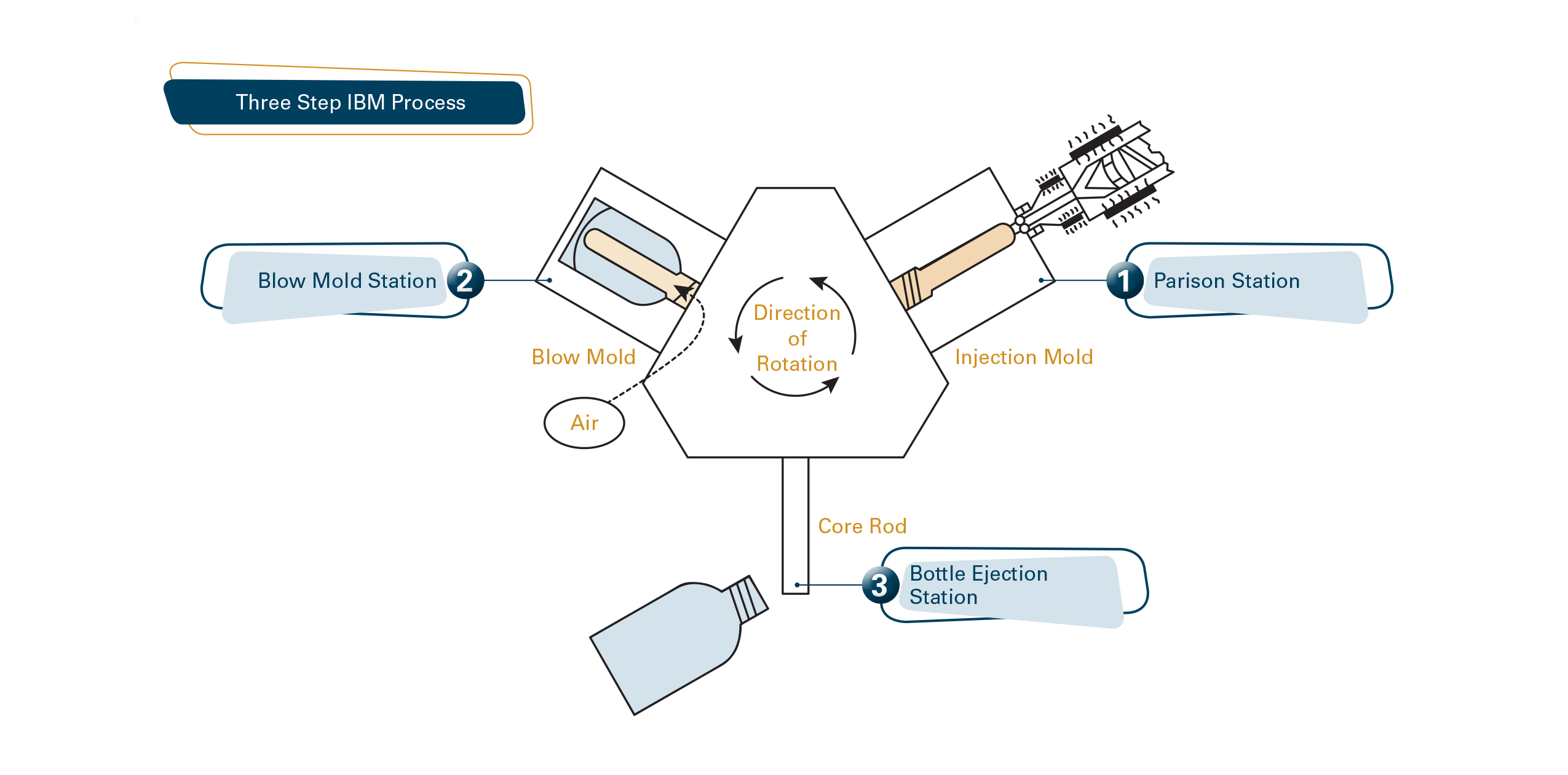
 The IBM process is ideal for small containers that require precise neck finishes and is commonly used to produce tablet or pill bottles, liquid medicine bottles, dropper bottles, injectables, jars, ovals, cylinders, Boston rounds, roll-on deodorant and mascara containers. A variety of materials may be formed, including HDPE, polypropylene and PET. Injection blow molding rates typically run up to 120 bottles per minute (BPM) or faster: bottle sizes become smaller as molding speeds increase.
The IBM process is ideal for small containers that require precise neck finishes and is commonly used to produce tablet or pill bottles, liquid medicine bottles, dropper bottles, injectables, jars, ovals, cylinders, Boston rounds, roll-on deodorant and mascara containers. A variety of materials may be formed, including HDPE, polypropylene and PET. Injection blow molding rates typically run up to 120 bottles per minute (BPM) or faster: bottle sizes become smaller as molding speeds increase.
No matter the final purpose of the containers, ensuring consistent quality is key to protecting your inventory and the investment it represents. ALPS offers several lines of leak testing equipment designed to integrate with your IBM production line, enabling you to maintain production efficiency while ensuring the integrity of each container you produce.
Already have leak testing equipment? Follow these 10 tips to keep your leak testing machine running smoothly.
When you incorporate ALPS leak detection equipment into your production line, you ensure that each container leaving your line is of the highest integrity. Providing packaging of consistent, high quality protects your reputation as a supplier, as well as the reputation of your customer; it also protects your financial investment by preventing waste and protecting inventory.
ALPS understands the IBM process and will work with you to understand your individual inspection needs. With several machine types to choose from and a range of targeted testing and handling options to meet the leak testing needs of almost any line or container type, ALPS has the right leak tester for your Injection Blow Molding production line.
There are a wide range of defects that can occur during PET container production. Even the smallest defect can produce negative outcomes, including poor or inconsistent product quality and brand reputation. Early identification of defects can help protect your inventory bycorrecting production errors and avoiding unnecessary waste during the production process. For more information about the different defect types in IBM PET container. ALPS Inspection leak testing equipment is engineered to identify the following types of defects commonly seen in PET IBM container production: